
Портальний фрезерний оброблювальний центр APEC G3060
Виробник: APEC (Тайвань)
Наявність: Пiд замовлення
Опис

В базі верстату встановлено надійний шпиндель AGA який має незалежне лінійне охолодження та оснащений температурними датчиками контролю температури двигуна що служать для підтримки терміну служби та надійності верстату.
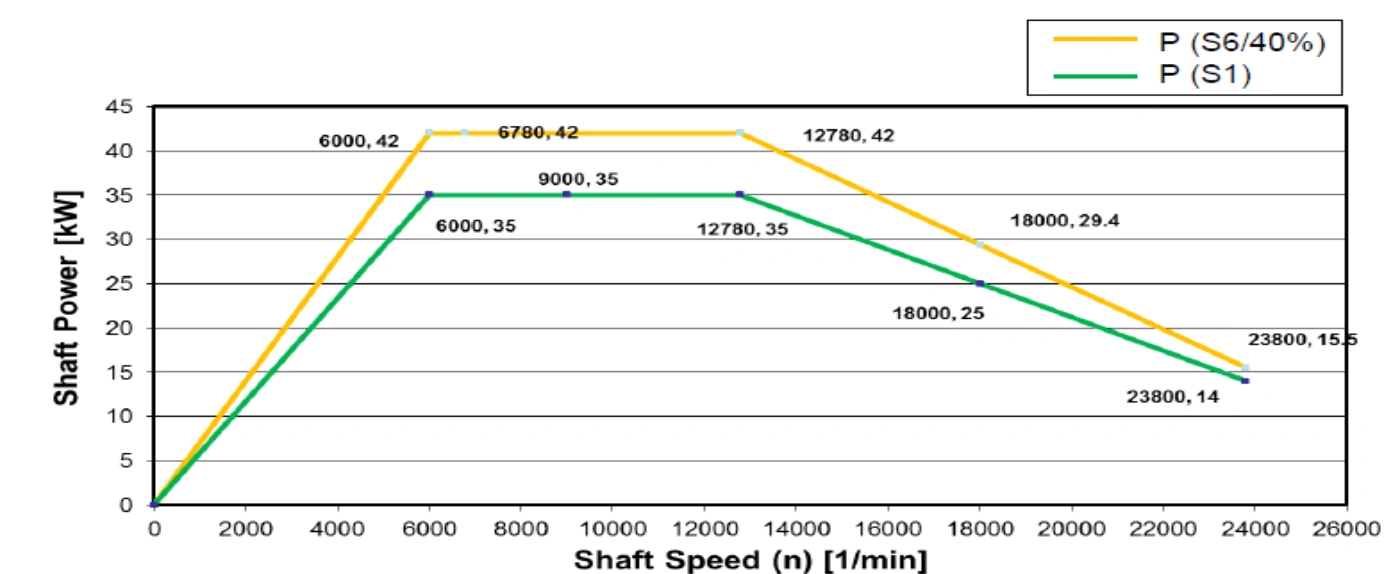
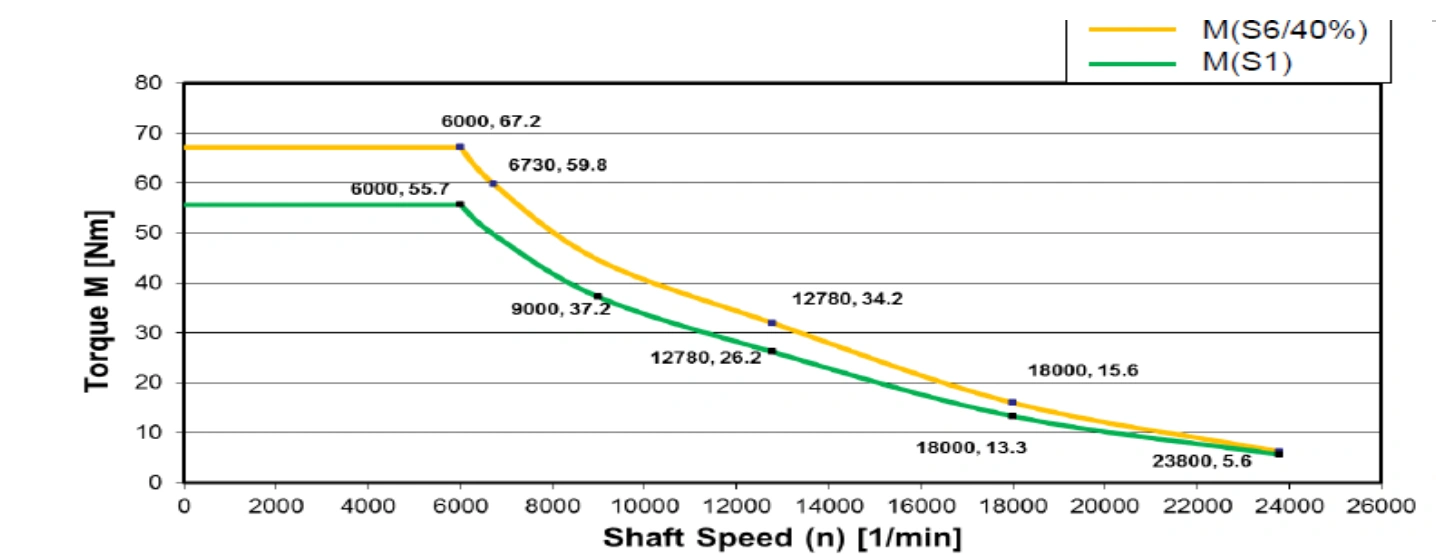 Шпиндель
має потужність двигуна 35/42 кВт, максимальні
оберти в 24000 об/хв та високий крутний
момент в 56/67 Нм що особливо підходить
для обробки алюмінієвих сплавів в
аерокосмічній галузі та виготовленні
прес форм.
Шпиндель
має потужність двигуна 35/42 кВт, максимальні
оберти в 24000 об/хв та високий крутний
момент в 56/67 Нм що особливо підходить
для обробки алюмінієвих сплавів в
аерокосмічній галузі та виготовленні
прес форм.
2х осьова фрезерна головка
Завдяки осям A/C з двигунами з прямим приводом і рухам по XYZ, призначеним для високошвидкісного переміщення здійснюється переміщення по 5 осей одночасно що дає змогу в обробці довільних поверхонь.
Система затиску з високим крутним моментом
Особливості: Крутний момент затиску осі А: 4000 Нм, момент затиску осі С: 4000 Нм. Сильний затискний момент забезпечує потужну жорсткість обробки.
Завдяки поворотній осі (вісь A) і поворотній осі (вісь C) з компактною конструкцією 2-осьова фрезерна головка має менший об’єм.
Особливості: Зменшена площа перешкод фрезерної головки. Він може швидко працювати в незрозумілій області
Переміщення по осі А становить ±125 градусів, переміщення по осі С становить ±360 градусів, він може виконувати обробку поверхні підрізу.

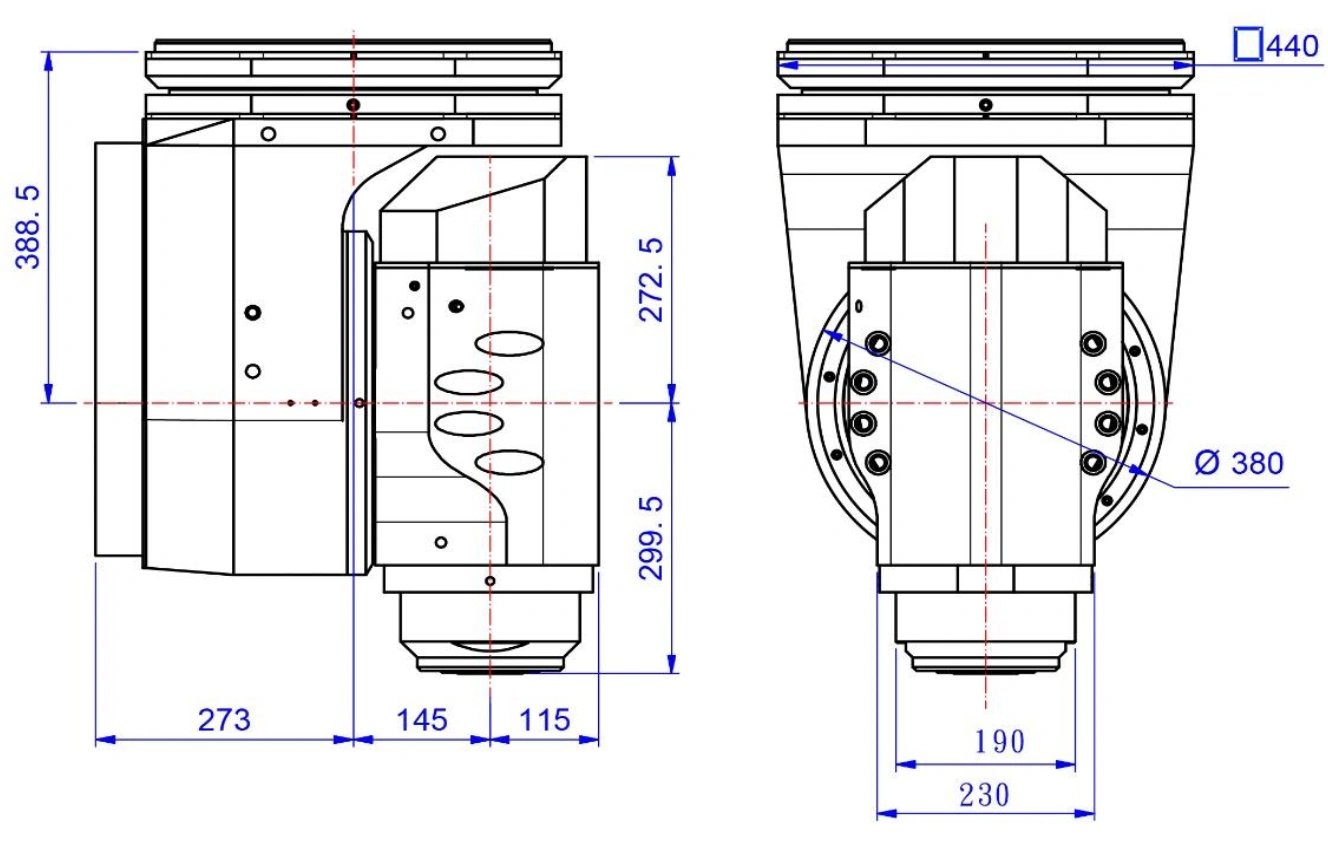
Габарити шпинделя
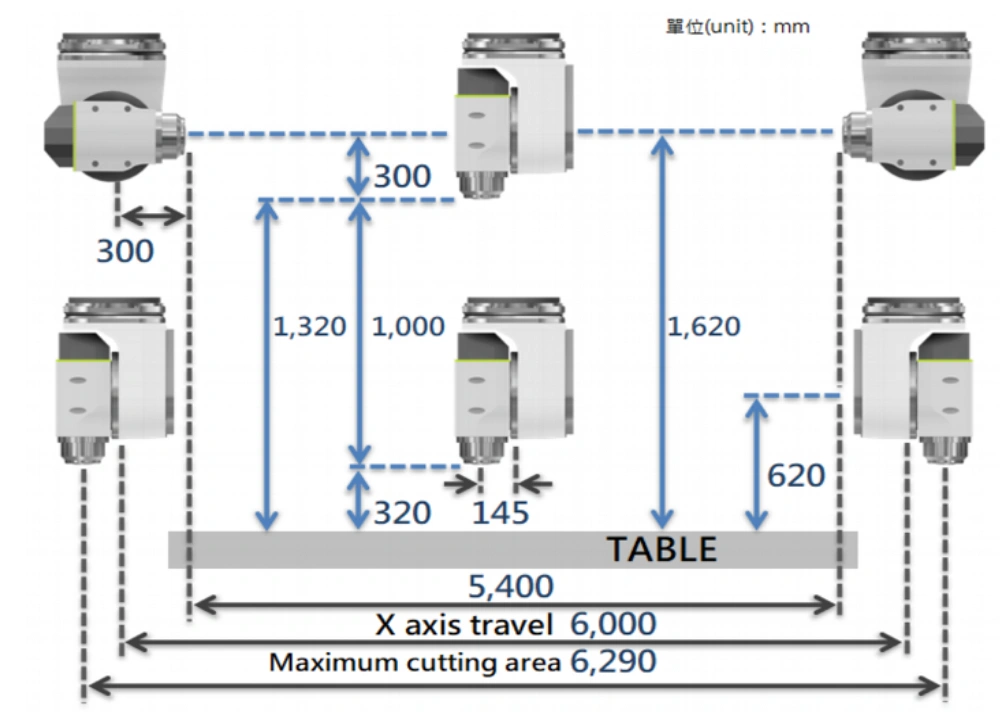
Оброблювані габарити в площині X-Z
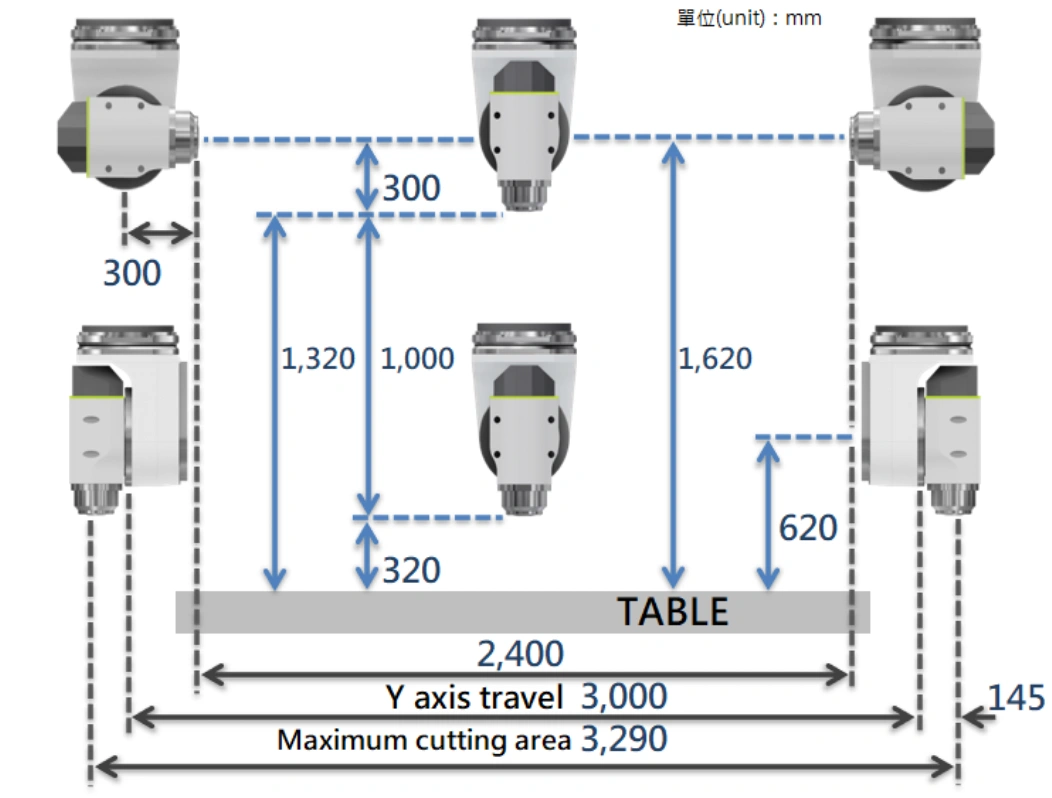
Оброблювані габарити в площині Y-Z
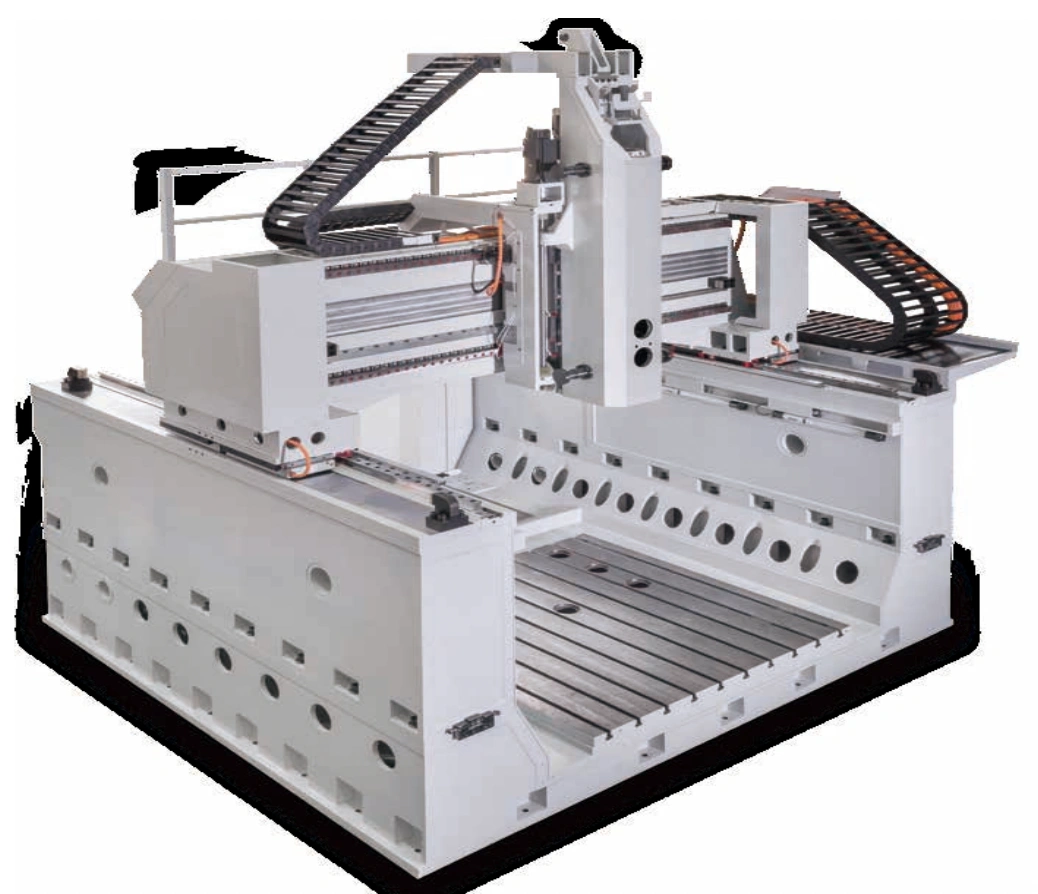
Механічна структура
Конструкція портального типу може заощадити до 50% робочої площі порівняно зі звичайним двоколонним обробним центром.
Конструктивна конструкція з повною замкнутою петлею може значно підвищити жорсткість і стабільність різання.
Машини портального типу з фіксованим столом пропонують набагато більше навантаження на стіл і однакову динамічну поведінку, але з іншою вагою.
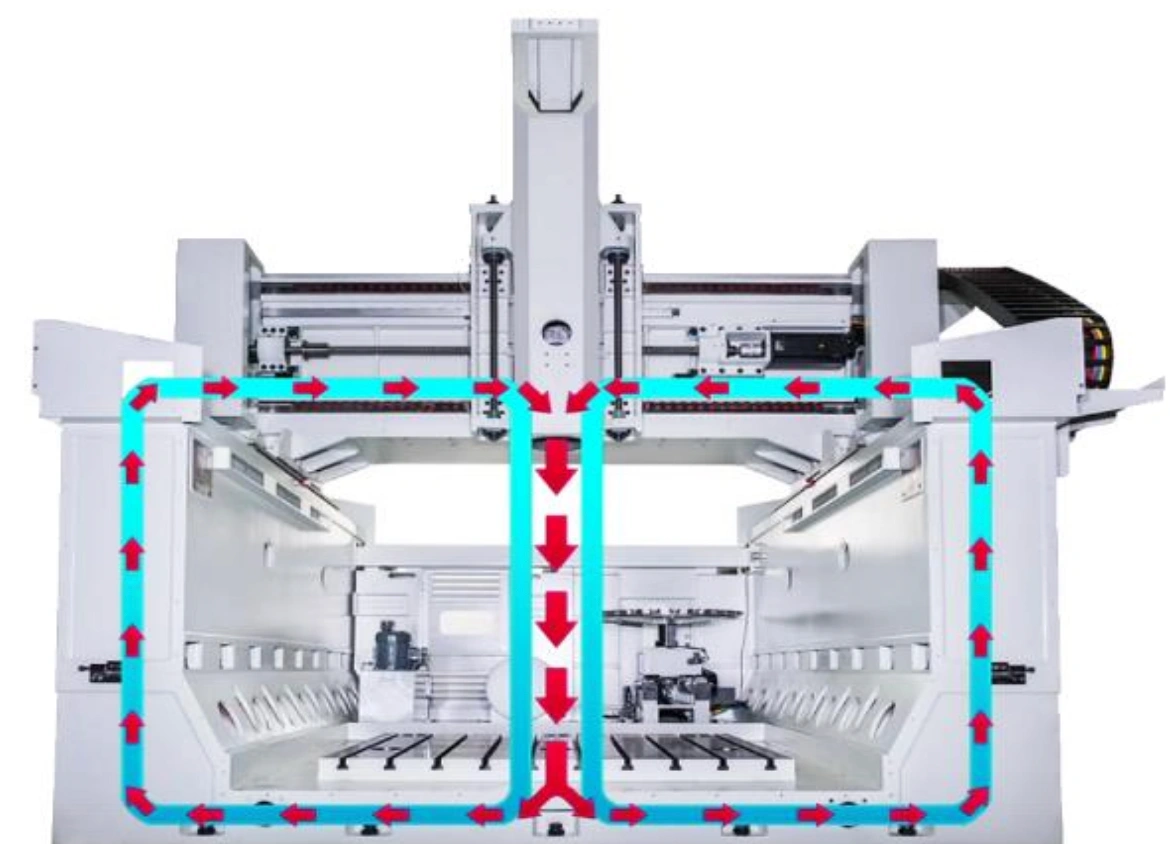
Наконечник осі Z, виготовлений з ковкого чавуну з відповідною функцією демпфування, забезпечує високу міцність на вигин і стабільний стан різання для великих діапазонів осі Z.
Подвійна колона та рух у центрі маси конструкції підвищили робочу стабільність. Лінійні напрямні на обох бічних стінках розроблені з оптимізованим прольотом для забезпечення чудової динамічної та статичної жорсткості.
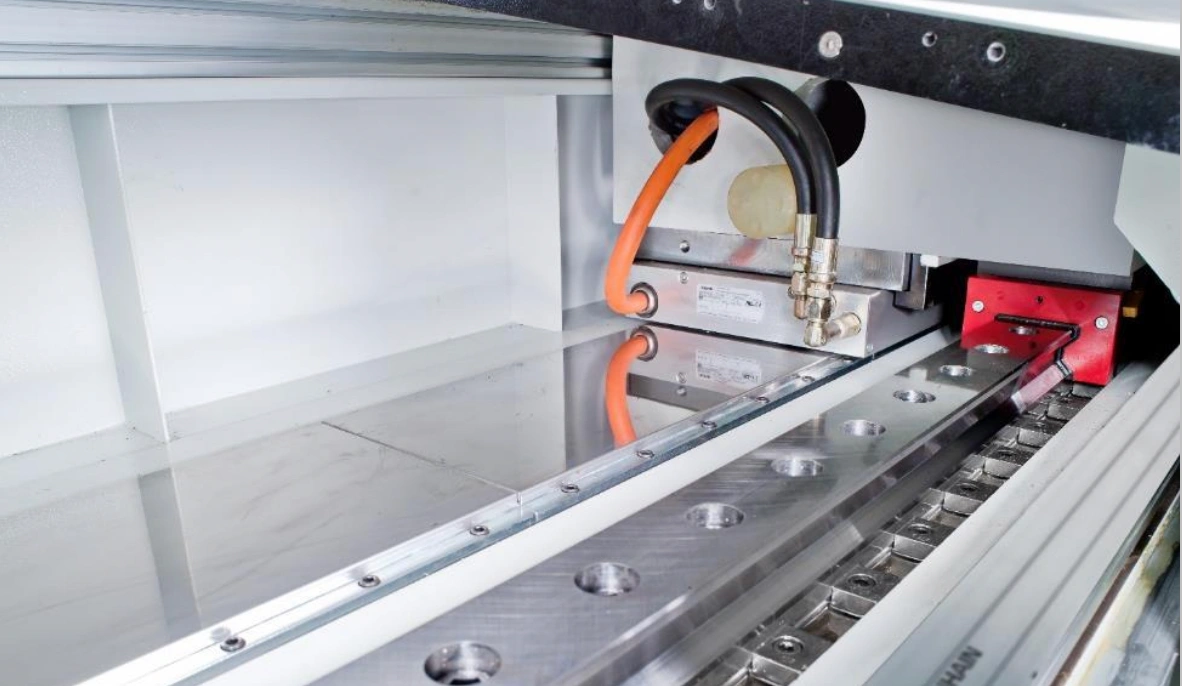
Система приводів
Осі X/Y приводятся в рух лінійним двигуном, лінійні двигуни не мають люфтів, не зношуються, мають високу точність, швидку подачу і прискорення, просту конструкцію і не вимагають технічного обслуговування для тривалого терміну використання.
Прискорені переміщення по осям X / Y = 60м/хв
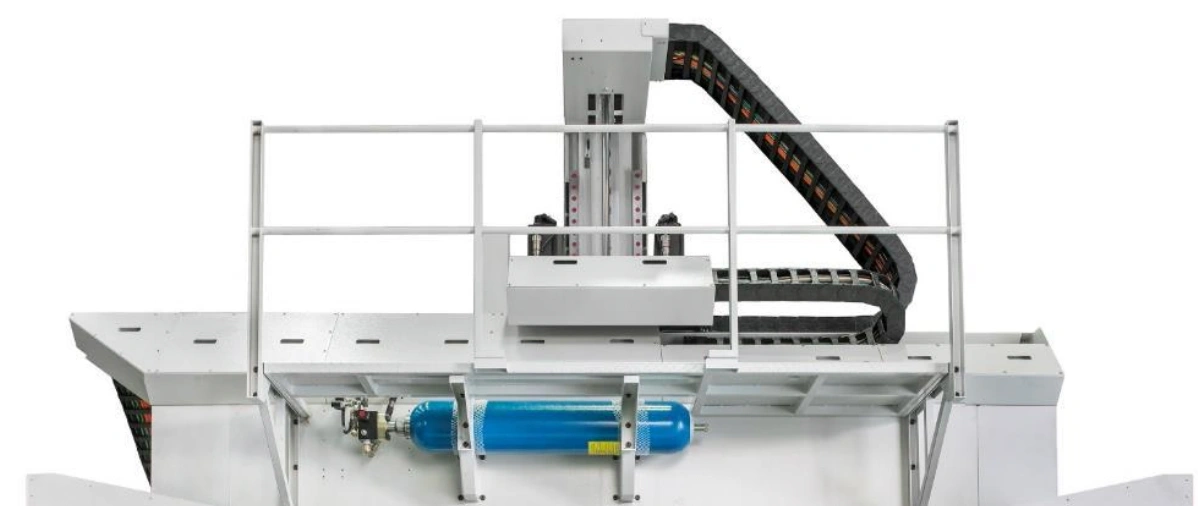
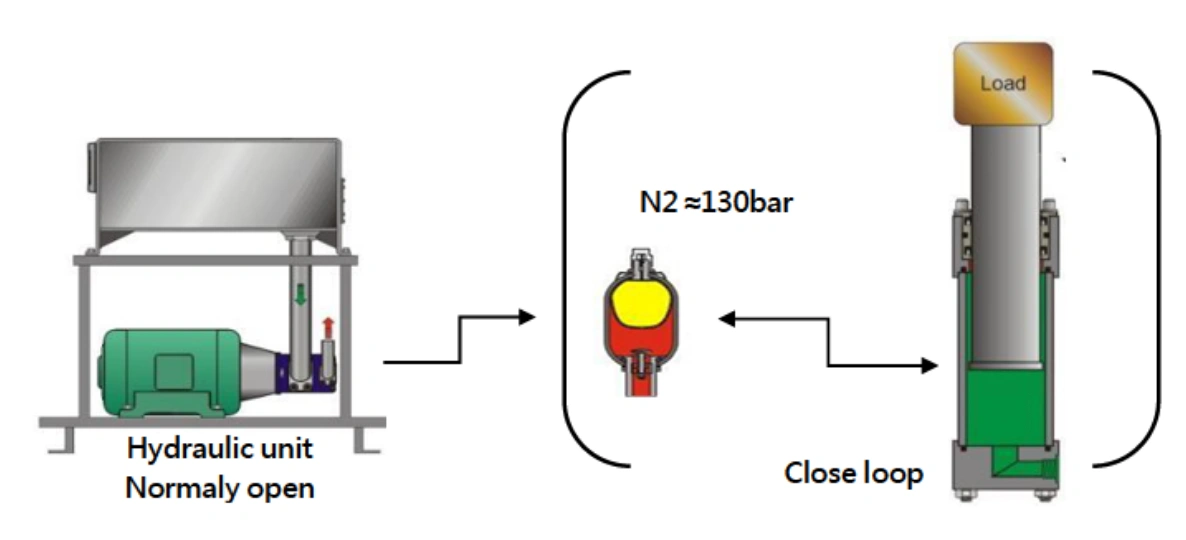
Контр балансувальна система
Вісь Z із системою контрбалансу забезпечує чудову статичну та динамічну жорсткість осі Z під час обробки. Балон з азотом, встановлено компактно, а циліндри противаги, конфігуровано симетрично і заощадять більше місця що буде вигідно для обслуговування.
Контур системи контрбалансу розроблений із замкнутим контуром високого тиску, який включає компонент високого тиску. Ця система може компенсувати ефект сили тяжіння, що спричиняє миттєве переміщення штока, а також мінімізує навантаження на двигун.
Інструментальний магазин АТС типу
Шпиндель контактує з конусом і фланцем, збільшуючи жорсткість під час обробки.
Коли тримачі інструментів HSK піддаються термічному впливу, система фіксації не може витягнути адаптер HSK зі свого місця. Це пов'язано з осьовим розташуванням адаптера HSK і з'єднанням фланця з конусом шпинделя. Крім того, хвостовик конуса HSK і конус шпинделя мають тенденцію до нагрівання та рівномірного зростання.
Конус шпинделя |
тип |
HSK-63A |
Кількість позицій інструменту |
шт |
30 |
Максимальна довжина інструменту |
мм |
300 |
Максимальний діаметр інструмента (з сусіднім інструментом) |
мм |
100 |
Максимальний діаметр інструмента (без сусідніх інструментів) |
мм |
130 |
Максимальна вага інструменту |
кг |
7 |

Система ЧПК
На верстаті в базі встановлено систему ЧПК Siemens Sinumerik ONE з 5-осьовим контролером HT2

Специфікація |
|
Система контролю |
NCU 1750 |
Дисплей системи ЧПК |
19’’ сенсорний дисплей |
Панель оператора |
MCP 398C PN |
Пульт ДК |
НТ2 |
Максимальна кількість керованих осей |
31 |
Максимальна кількість одночасно керованих осей |
5 |
Кількість керованих шпинделів |
2 |
PLC осі |
Стандарт |
Вхідна роздільна здатність |
0,1 мкм/0,0001° стандарт |
Лінійна інтерполяція |
5 осей |
Кругова інтерполяція |
Стандарт |
Гвинтова інтерполяція |
Стандарт |
Циліндрична інтерполяція |
Стандарт |
Сплайн інтерполяція |
Стандарт |
Час обробки блоку |
0,3 мс |
Контролер обертів |
0,125 мс |
Регулятор струму |
0,125 мс |
Лінійна осьова похибка |
Стандарт |
Нелінійна похибка осі |
Стандарт |
Люфт. піки розвороту |
Стандарт |
Теплове розширення |
Стандарт |
Статичне тертя |
Стандарт |
Тертя ковзання |
Стандарт |
Інтерфейс Ethernet (100BaseT) |
Стандарт |
інтерфейс USB |
Стандарт |
Інтерфейс SD-карти |
Стандарт |
SIMATIC S7-1500F |
Стандарт |
Час циклу PLC (для біта) |
10 мс – 15 мс |
Час циклу PLC (для слова) ПЛК |
20 мс |
Основна програма PLC |
Стандарт |
Запис журналу PLC |
Стандарт |
Діагностика системи цифрового приводу |
Стандарт |
Введення в експлуатацію цифрових контурів керування |
Стандарт |
Функції програмування та роботи |
|
Перетворення координат /поворот, дзеркало, масштабування |
Стандарт |
Полярна координата |
Стандарт |
Швидкість подачі поворотних осей довжиною за хвилину (мм/хв) |
Стандарт |
Програма циліндричних контурів як би по двох осях |
Стандарт |
Центральна точка інструменту (TCP) |
Стандарт |
Тривимірна компенсація через вектор нормалі поверхні |
Стандарт |
Інструмент перпендикулярно контуру |
Стандарт |
Компенсація радіуса інструмента, перпендикулярна до напрямку інструменту |
Стандарт |
Ручний хід в активній системі осей інструментів (інструмент із нахилом) |
Стандарт |
Графіка перевірки програми(суцільні та тривимірні лінії) |
Стандарт |
Графічна підтримка циклічного програмування |
Стандарт |
Цикли щупа |
Стандарт |
Цикл для розточування, звичайного та жорсткого нарізання різьб |
Стандарт |
Цикл свердління для розточування, розгортання, контррозточування, центрування |
Стандарт |
Цикли фрезерування внутрішньої та зовнішньої різьби |
Стандарт |
Багатоопераційна обробка прямокутних і круглих кишень |
Стандарт |
Цикли для очищення рівних і похилих поверхонь |
Стандарт |
Багатоопераційна обробка прямих і круглих пазів |
Стандарт |
Лінійні та кругові точкові візерунки |
Стандарт |
Контурний шлейф, контурна кишеня - також з контурно-паралельною обробкою |
Стандарт |
Керування інструментом, включаючи термін служби інструменту |
Стандарт |
Shop Turn /Shop Mill |
Стандарт |
Графічне моделювання перед запуском програми, навіть під час виконання іншої програми |
Стандарт |
Робоча площина |
Стандарт |
Нахил робочої площини |
Стандарт |
Вимірювальні цикли для свердління/фрезерування Вимірювання кінематики (Cycle996) |
Опція |
Висока швидкість і висока точність |
|
Обмеження ривка |
Стандарт |
Дивись вперед блоки |
Стандарт |
Фільтр контурів (згладжування) |
Стандарт |
Найвища швидкість плюс |
Опція |
Інтелектуальне керування навантаженням |
Опція |
Розмовні мови |
|
німецька, французька, італійська, іспанська, китайська (спрощена) |
Стандарт |
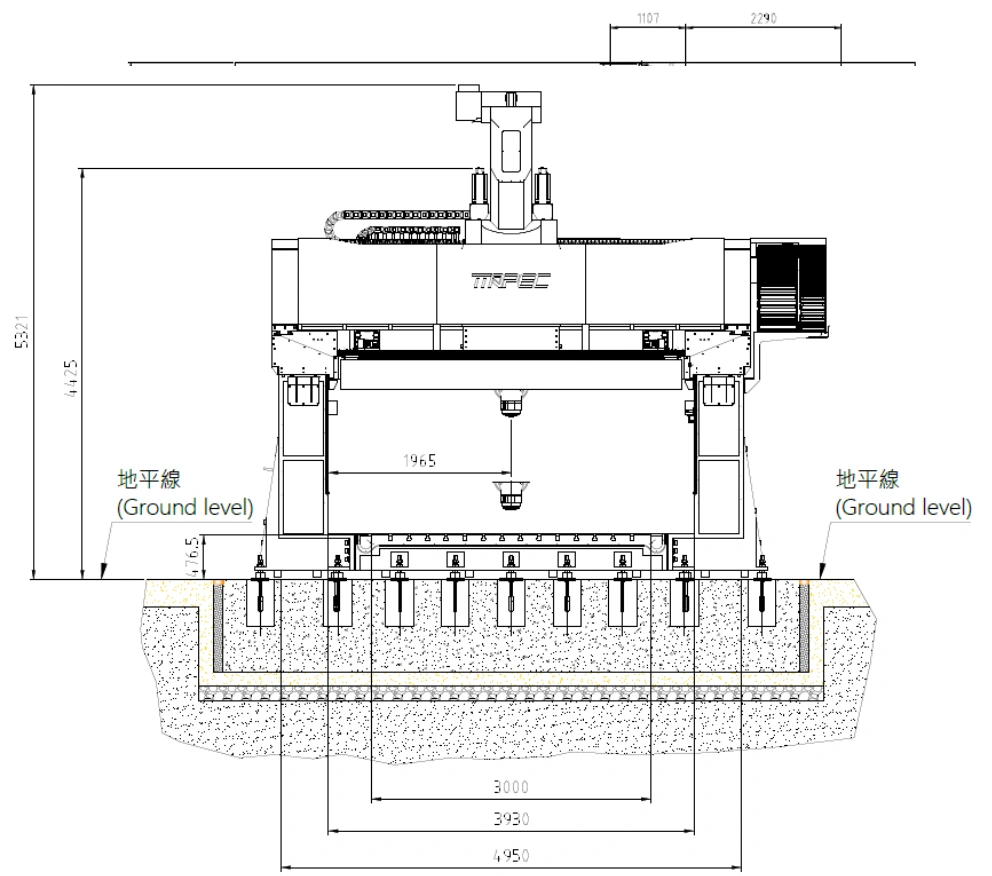
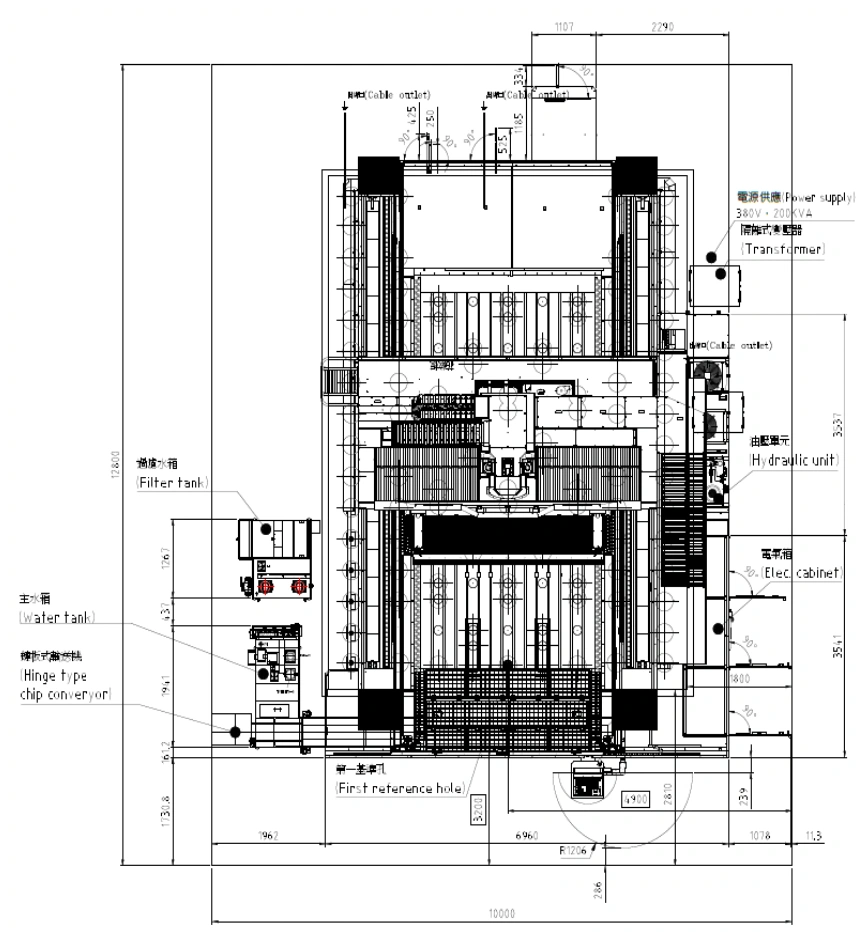
Китайська (традиційна), чеська, датська, голландська, фінська, угорська, індонезійська, японська, корейська, малайська, польська, португальська/бразильська, румунська, російська, шведська, словацька, словенська, тайська, турецька, в’єтнамська Габарит та робоча зона: |
Опція |
переглянуто
Портальний фрезерний оброблювальний центр APEC G3060
Виробник: APEC (Тайвань)